

合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
-
> 定性分析聚合物界面張力與系統黏度比之間的關系——實驗部分
> 基于黃芪膠、指甲花提取物制備納米天然表面活性劑的界面張力測量(一)
> ?SDS、CTAC、APG表面活性劑對磷酸鹽粘結劑表面張力的影響研究
> 熱力學模型計算MgO-B2O3-SiO2-CaOAl2O3富硼渣表面張力(三)
> 粘度、稠度和表面張力的共同點及在日常生活中的應用
> 微納米顆粒三相泡沫體系的溶液特性、界面性能和驅油效果(一)
> 瀝青質及其亞組分與烷基苯磺酸鈉水溶液在降低IFT中的協同機理(二)
> 低表面界面張力驅、滲一體化驅油劑的合成路線
> 表面張力對液滴形變的影響規律
> 湍流飛濺與表面張力兩者之間有何關系?
單一表面活性劑在活性劑CMT焊接中的作用機理
來源:電焊機 瀏覽 1064 次 發布時間:2024-10-21
CO2氣體保護焊自問世以來,以其具有明弧、無渣、低成本、高效節能、抗銹低氫等特點,在生產中得到越來越廣泛的應用。但CO2氣體保護焊有兩點主要不足:飛濺大和成形差。飛濺不僅污染工件,增加勞動強度,降低熔敷率,還會堵塞噴嘴,使送絲不暢。特別在一些重要構件上,清理飛濺較為困難或者不允許清理時,其應用受到很大限制。除此之外,由飛濺等引起的細小顆粒還會帶來粉塵污染,影響職工的身體健康。
CMT(Cold Metal Transfer,冷金屬過渡)工藝自2004年正式推出以來,一直受到焊接界的廣泛關注,此工藝最重要的特點是利用其極穩定的電弧、極低的熱輸入量來實現無飛濺的焊接過程。CMT工藝與CO2氣體保護相結合的焊接工藝具有極穩定電弧、無飛濺和良好的焊縫成形等優點,解決了普通CO2氣體保護焊飛濺大、成形差的缺點,是一種節能高效環保的焊接工藝,具有重要的應用價值。但CMT因其“冷”的特點使得焊縫熔深普遍較小,特別是在汽車中平行接頭和搭接接頭較多,熔深問題制約了其應用和推廣,因此尋找一種解決CMT工藝焊接熔深的方法十分重要。活性劑CMT焊接的研究旨在提高焊縫熔深,改善焊縫成型。
20世紀60年代,烏克蘭巴頓焊接研究所(PWI)研究了最初的A-TIG(Activating flux TIG welding)焊接工藝。20世紀90年代,人們對提高焊接效率和降低焊接成本有了進一步的需求,美國愛迪生焊接研究所(EWI)、英國焊接研究所(TWI)和日本大阪大學焊接研究所等多家知名焊接機構在A-TIG焊活性劑方面開展了廣泛研究,俄羅斯也在2001年進行了有關不銹鋼焊接方面的活性劑的研制。我國于20世紀末開始活性劑焊接方面的研究,國內外焊接學者已經將活性劑應用到TIG焊、電子束焊、激光焊、釬焊等領域,取得了一定成果。開展CO2氣體保護的CMT焊接研究,對于實現綠色制造、建立節約型和諧社會具有重要的現實意義。在此試驗研究了活性劑CMT焊接,并分析活性劑在活性劑CMT焊中的作用機理。
1試驗
1.1實驗材料與設備
試驗采用的母材為低碳鋼Q235B,試樣尺寸為200 mm×90 mm×10 mm;φ1.2 mm的H08Mn2SiA實心焊絲;CO2保護氣體;基本活性劑是CaF2、Al2O3、Y2O3、B2O3、SiO2、MoO3、MgCO3、Fe2O3和Cr2O3共9種,試驗時分別以A,B,C,D,E,F,G,H,I表示對應的單一活性劑成分;活性劑乳化劑為酒精。試驗設備為奧地利福尼斯公司的TPS5000CMT的數字化脈沖MIG/MAG焊機,配備VR7000送絲機和RCU5000i遙控器,海德盟Hi800-M系列數控系統和焊接工作臺。
1.2試驗規范參數
采用CMT一元化焊接工藝,通過正交試驗確定主要影響因素,焊接規范參數如表1所示。

表1焊接工藝參數
1.3試驗方法
采用對比實驗法,通過比較單組分活性劑焊接試驗與無活性劑試驗結果,確定各活性劑的影響次序,分析活性劑對CMT焊的作用機理。每組實驗重復進行一次,所得焊縫結果取平均值。
試驗前先將試樣除銹,用角磨機打磨,再用酒精或丙酮擦拭,去除油污及其他雜質。然后稱取一定量的活性劑,用乳化劑酒精進行充分乳化,調配攪拌成糊狀。用扁平毛刷將活性劑涂于工件待焊位置寬20 mm的區域,活性劑涂覆厚度以覆蓋金屬表面光澤為宜。最后在如表1所示的同一焊接參數下進行焊接試驗。觀察焊接現象,用RCU5000i外加存儲卡記錄焊接過程參數變化;焊后觀察焊縫的宏觀成形,并記錄結果;將試驗所得焊縫沿距尾部30mm的距離進行切割,然后打磨、拋光、腐蝕和觀察金相,記錄焊縫的熔深、熔寬等焊縫參數,計算焊縫的熔深比等。
2試驗結果和分析
2.1試驗結果
單一活性劑焊縫參數及無活性劑時焊縫參數如表2所示,表2單一活性劑焊縫參數,圖1是單一活性劑熔深與無活性劑時熔深比直方圖。
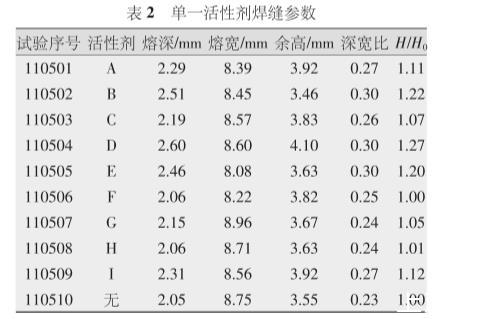
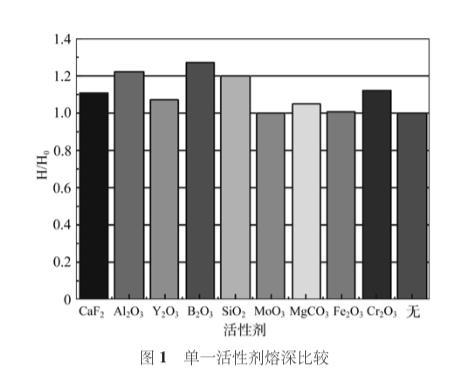
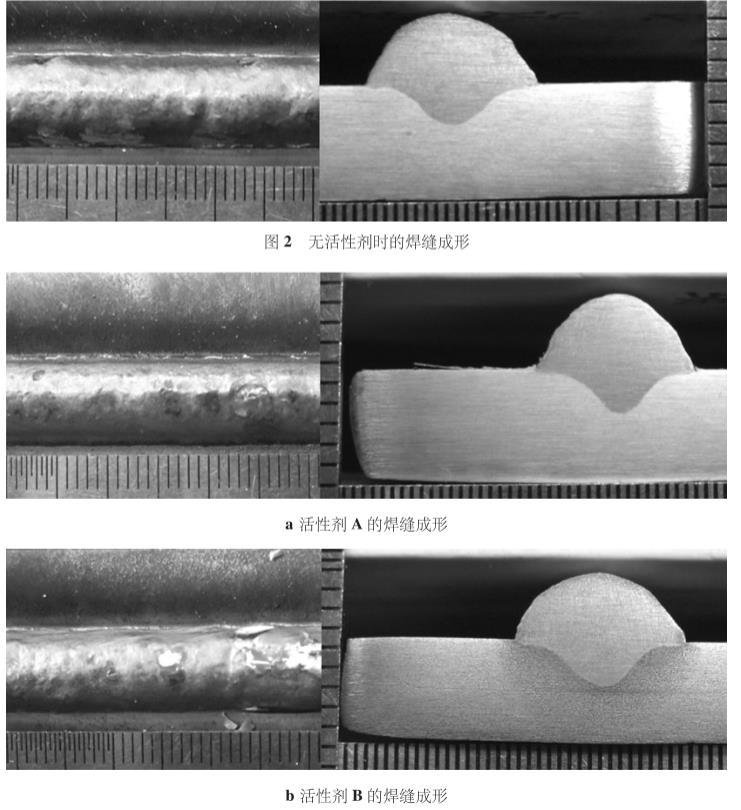
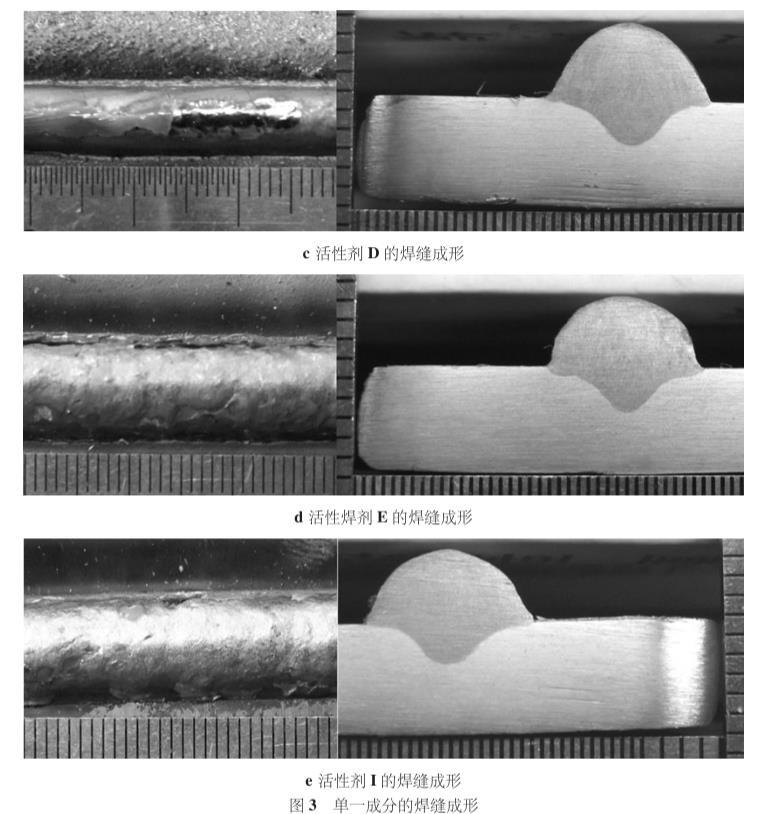
圖2是無活性劑時焊縫的宏觀成形,圖3為試驗中幾組典型活性劑的金相截面。
2.2活性劑對焊縫成形的影響
由表2和圖1可知,普通CMT焊接時,焊縫熔深為2.05 mm;涂活性劑后,A、B、D、E和I焊縫熔深明顯高于不涂活性劑的焊縫熔深。其中活性劑B、D、E對焊縫熔深增加的程度較為明顯,相比普通CMT焊縫熔深,其焊縫熔深比增加了20%以上,說明活性化劑D、E、B對熔深的增加有較大的促進作用。活性劑A和I雖然對熔深的影響不如活性化焊劑D、E、B明顯,但其熔深值也大于普通CMT焊,熔深增加比達到了10%以上。相比之下,使用C和G兩種活性劑的焊縫熔深只增加約5%,F和H不影響熔深。
圖2是普通CMT焊的焊縫成形,其焊縫為淺V形,焊縫熔深寬而淺;圖3是涂活性劑A、B、D、E和I的焊縫成形。可以看出,涂覆活性劑后,焊縫熔深都有不同程度的增加,熔寬和余高都有不同程度變化。
從圖2和圖3還可以看出,添加活性劑后會使焊縫表面形狀有所改變,其中活性劑D、E對焊縫表面成形影響較大,焊縫表面比不使用活性劑時粗糙,熔渣也有增多,焊縫呈深V形。
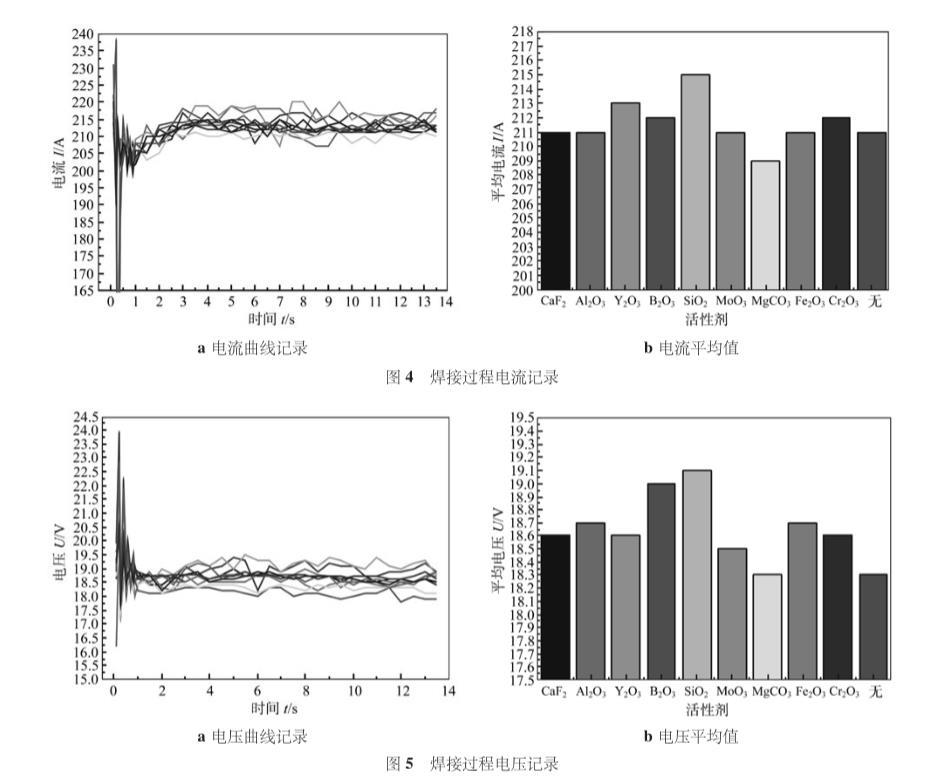
圖4為焊接過程中電流的記錄。從圖4a可以看出,焊接過程中各單一活性劑焊接電流曲線基本相似,從圖4b可以看出,大部分活性劑焊接過程的平均電流與無活性劑時相差不大,SiO2和MgCO3的電流平均值相比無活性劑時有較為明顯的變化,其中前者增加,后者減小。無活性劑時的平均電流達到211.5 A,而涂SiO2可以達到215 A。
圖5為焊接過程中電壓的記錄。從圖5a可以看出,焊接過程中各活性劑變化曲線基本趨勢相似,但都有不同程度的波動。從圖5b可以清楚地看出,各組活性劑焊接過程的平均電流、電壓和無活性劑時的差別不一樣,其中涂覆B2O3和SiO2時的電壓增加較為明顯,平均電壓增加能達到0.7 V以上,涂MgCO3則無變化,其余的活性劑電壓都有一定程度的增加。
3討論
活性劑CMT焊接主要是通過加入活性劑改變了焊接電弧。電弧是由兩個電極和它們之間的氣體空間組成,電弧中的帶電粒子主要依靠兩電極間的氣體電離和電極發射電子兩個物理過程所產生。在活性劑焊接電弧中,活性劑對電離和電極發射電子都有影響。活性劑的加入使電弧氣氛的實效電離度明顯提高,所以活性劑CMT氣體保護焊的電弧比普通CMT氣體保護焊的電弧穩定。加入活性劑(大部分為金屬氧化物)后,電極表面逸出功降低,電極發射電子的能力增強,增強了電弧導電能力,焊接電流有增加的趨勢。
從試驗結果可以看出,采用活性劑CMT焊接時,焊接電弧穩定,A、B、D、E和I五種活性劑的焊縫熔深增加較為明顯,在相同的焊接工藝規范下,活性劑CMT焊接與普通CMT焊接所得到的焊縫熔深、熔寬和余高等都有明顯差異。活性劑CMT焊接在同等規范下熔深明顯增加,同時熔寬、余高和表面成形也有所變化。同時由于活性劑的加入,焊接電弧氣氛以及熔池流動等會受到多方作用,各種效果并存,試驗結果會表現為占優勢一方的因素。
(1)活性劑使電弧壓縮,焊縫熔深增加。
電弧收縮理論認為,表面涂覆活性劑后,因為活性劑涂層本身導電性不強,加之活性劑的熔沸點都比純金屬的高,所以熔池表面產生的金屬蒸氣相應減少,在金屬蒸氣減少的情況下,只在電弧中心溫度較高的區域有金屬蒸發,形成陽極斑點,即涂層的存在減小了陽極斑點區,從而使電弧收縮,電弧壓力增大。
查物質屬性可知,B和Si元素的電阻率非常大,因此這兩種物質導致電弧收縮的作用效果最為明顯,熔深增加也最為明顯。由圖5可知,試驗中B2O3和SiO2兩種活性劑在相同焊接規范下,焊接過程中的電壓變化最大,焊接結果熔深增加最為明顯。很顯然,在各種活性劑中,這兩種活性劑有相同的特性,同時這種特性對焊縫熔深的增加至關重要。
(2)熔池金屬對流變化,焊縫熔深增加。
理論認為,表面活性元素引起熔池表面張力變化,對熔池的對流產生著很大的影響,同時熔池對流的方向對熔合區幾何形狀的影響很大。不含表面活性元素的普通CMT焊,表面張力隨溫度的升高而減小,因此從表面看熔池對流方向從中心到四周,熱量較為分散,熔深較淺;對于活性劑CMT焊,活性元素的存在,使熔池表面張力隨溫度升高而增大,即熔池對流方向從四周到中心,使得熔池中心區的熔化金屬具有較高的溫度,同時較多的熱量被液流直接帶向熔池底部,使熔深增加,同時有使熔寬減小的趨勢。
4結論
(1)CMT焊接采用活性劑后,焊縫熔深有較大程度的增加,增加比例在20%以上。
(2)活性劑CMT焊接中,活性劑對電弧氣體電離和電極發射電子兩個物理過程都產生重要影響,活性物質的加入使得電離電壓降低,電弧穩定。
(3)活性劑CMT焊接熔深增加是電弧壓縮和表面張力共同作用的結果。其中B2O3和SiO2使焊縫熔深增加明顯,與B和Si兩元素具有較大的電阻率有關。
(4)活性劑成分不同,焊縫熔深增加程度也不同。
從目前試驗來看,單一活性劑對CMT焊接有較大的影響,研究多組分活性劑CMT焊接以及進行配方設計等工作仍有待進一步探索,同時研究活性劑在不同氣體保護下的CMT焊接,對活性劑CMT焊接機理的進一步探索具有十分重要的研究價值。